

OTC(欧地希)机器人更换四轴(J4/R 轴)电机,核心是 安全断电→机械拆卸→对线换件→回装紧固→原点标定→测试验证,全程需严格按步骤操作,更换后必须做原点标定(Mastering),否则会出现位置偏差、报警或轨迹错乱。
一、准备工作(安全 + 备件)
1. 安全规范(必做)
断电:控制柜主电源 OFF,等待 10 分钟 让伺服电容放电
模式:示教器切 T1 手动模式,使能开关仅在手动时通电
防护:手套、护目镜、防静电手环,防油、防磕碰
支撑:四轴带负载(焊枪 / 工具)时,先拆除工具或用支架支撑上臂,防电机拆卸后轴自转
2. 备件与工具
电机:原装同型号(如 FD 系列常用:W-L02148、W-L02789、W-L01495)
工具:内六角(常用 4/5/6mm)、扭矩扳手、万用表、记号笔、扎带、润滑脂(OTC 指定号)
记录:拆前拍 电机外观、线序、接头、皮带张力 照片
二、拆卸旧四轴电机(FD/AX 系列通用)
拆护罩取下四轴电机防护罩(2–4 颗螺丝),露出电机、同步带、编码器线 / 动力线
电气拆线
拔 编码器线(灰色小插头)、动力线(黑色大插头)
标签标记每根线 轴号、插头号、针脚,防接错
整理线缆,松开固定扎带
松同步带
松开皮带张力调整螺栓,让同步带松弛
把皮带从电机同步轮上取下(勿硬撬)
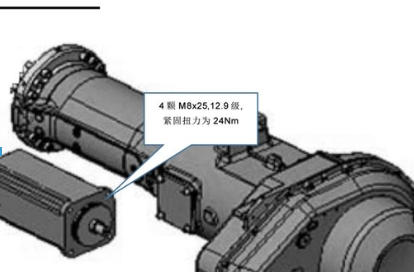
拆电机固定螺丝
电机一般 4 颗 M6–M8 安装螺丝(对角均匀松动,防变形)
平稳取出旧电机(注意轴键 / 平键,勿掉落)
检查
看同步轮、皮带、减速机输入轴有无磨损、异响
清理安装面油污、铁屑
三、安装新四轴电机
清洁检查
新电机:核对型号、编码器、插头完好,无磕碰
安装面、减速机轴、电机轴:擦干净,涂少量防锈油
装电机
装回平键 / 轴键(与原位置一致)
电机对准减速机轴,平稳推入,无卡顿
装 4 颗固定螺丝,对角分次拧紧(扭矩:8–12N・m,按机型)
同步带安装
皮带套入电机轮与减速机轮
调张力螺栓,皮带松紧适中(下压 10–15mm)
锁紧调整螺母,张力过紧易烧电机、过紧易丢步
电气接线(严格按照片)
动力线、编码器线 原孔原位插紧,锁片卡到位
线缆整理、扎带固定,不干涉、不摩擦、不折弯
测绝缘:动力线对地 > 1MΩ,编码器线无短路
装回护罩
四、更换后必做:原点标定(Mastering)
OTC 换电机后绝对必须标定,否则位置全乱、报警(Servo 062、075)。
方法 A:机械刻度标定(常用)
示教器:MENU → 系统 → 原点标定(Mastering)
手动 JOG 四轴至机械零位(关节外壳刻度线对齐)
选择 J4 轴 → 设定(SET) → 是(YES),写入零点
提示 “完成” 后,重启控制器
方法 B:EMT 电子标定(高精度)
装 EMT 标定头到四轴指定底座,接 X32 口
示教器:设定 → 原点 → EMT → J4 轴 → 执行
双灯亮 → 自动采集零点 → 完成后拔 EMT
方法 C:参数恢复(有备份时)
有旧电机参数备份:MENU → 系统 → 参数 → 恢复 → J4 电机参数
五、上电测试与调试(分步)
空载上电(不开伺服)
通电 5 分钟,看无报警、无异味、无冒烟
检查电机温度:微温正常,不烫手
伺服开启,T1 低速点动
JOG J4 轴正反转,运行平稳、无异响、无抖动、无窜动
看位置反馈值:正反向一致,无偏差
原点复归测试
执行回 HOME,重复 3 次,定位误差 <±0.05°
无 4107、062、075 报警
带载测试
装回工具,低速运行,无过载、无异常噪音
程序试运行
跑简单程序,轨迹精准、无偏移
六、常见问题与预防
换后报警(Servo 062/075)
原因:未标定、编码器线接错、电机型号不匹配
处理:重新标定、核对线序、换原装电机
四轴抖动 / 异响
原因:皮带过松 / 过紧、电机松动、减速机磨损
处理:重调张力、紧固螺丝、检查减速机
位置偏差大
原因:零点标定错误、平键漏装、轴间隙大
处理:重新标定、补装键、补偿反向间隙
预防
每1 年检查电机固定、皮带张力
每2 年更换电机电池(绝对编码器)
碰撞后必查电机、减速机、标定原点
七、快速核对清单
✅ 断电 10 分钟 + 支撑负载
✅ 原装同型号电机
✅ 线序标记、接线正确
✅ 皮带张力适中
✅ 螺丝对角紧固(标准扭矩)
✅ 必须原点标定
✅ 空载→点动→回零→带载测试。
